Iron ores come in come in many shapes and sizes (and mineralogies), so there is no one size fits all approach to beneficiation.
For magnetite ores, it is typically necessary to liberate the individual magnetite grains from the host rocks, after which beneficiation is relatively straightforward due to the magnetic properties of magnetite. However, flotation may be required as a final stage to remove residual silica, phosphorous and/or sulphide minerals following magnetic separation.
However, for other iron ore types, full liberation of the iron minerals may not be required. Direct Shipping Ores, as the name suggests, require no beneficiation, although frequently wet screening is required, (particularly for tropical deposits), to minimise adhesion of fines to a potential Lump product. Removal of slimes can also be desirable both from a product quality perspective (less for iron upgrading than for aluminum reduction), and to reduce the material’s Transportable Moisture Limit. The other key aspect to test is whether a potential Lump product has sufficient mechanical strength to remain as Lump from mine site through to market.
Note that it is the material in between these two iron ore type end members that can prove the most problematic.
In a West African context this material is typically called Saprolite; in the Brazilian context this is Itabirite, and the Brazilian industry has very successfully developed flowsheets for this material using combinations of gravity separation, magnetic separation and flotation. For the most part they have exploited friable itabirite – material that requires little if any grinding; while compact itabirites have been less frequently exploited as they require grinding at a higher process cost.
For West African type deposits, SRK’s experience is that there is no guarantee of successfully developing a viable flowsheet. Ores can often respond to gravity and/or magnetic separation. However, due to the presence of lower-iron content, iron minerals such as goethite, mass yields and recoveries to high grade concentrates can be low. Trade-offs are then required between recovery and product quality (iron grade and penalty element content).
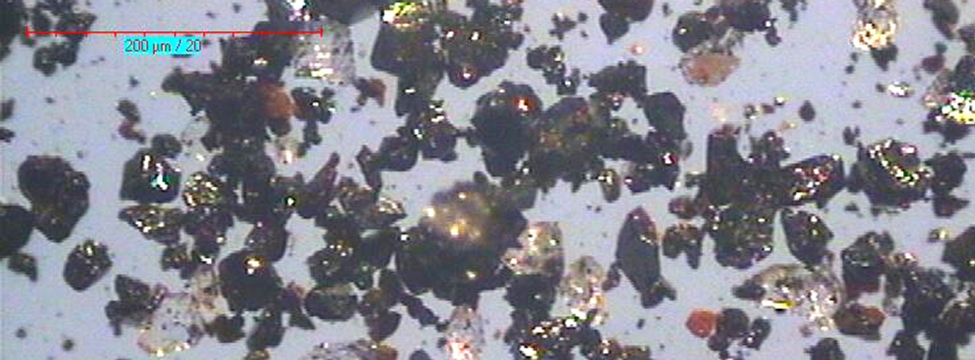
As with any metallurgical flowsheet development, mineralogy is key. SRK has looked at a deposit where the mineralogy consists of ten micron plates of hematite cemented by quartz, proving an insurmountable challenge for both liberation and separation, and a disappointing outcome for the client!