Froth flotation is a very important mineral concentration process that is used to recover a vast array of different minerals containing valuable commodities such as copper, lead, zinc, nickel, molybdenum, tungsten, silver, gold, phosphate and potash. In the flotation process, ore is ground to a size sufficient to adequately liberate desired minerals from waste rock (gangue); it is conditioned as a slurry using specific chemicals, generically referred to as ‘collectors’, that adsorb to the surfaces of the desired minerals. This makes these mineral surfaces hydrophobic – they tend to repel water – and endows them with the propensity to attach to air bubbles. The conditioned mineral slurry is then processed in flotation cells, which are essentially agitated tanks into which finely-dispersed air bubbles are introduced. The desired hydrophobic mineral will then attach to the air bubbles and float to the top of the flotation cell, where it will be skimmed off as a mineral-laden froth. The remaining unfloated mineral slurry will be discharged as tailings.
Most flotation circuits include an initial stage of rougher flotation, followed by a scavenger stage of flotation. The objective of passing through the rougher and scavenger flotation circuits is to maximise recovery of the desired minerals into relatively low grade concentrates that may typically contain 5-15 weight percent of the ore feed, (directly related to ore grade). Depending on the specific mineral liberation characteristics of the rougher and scavenger concentrates, these concentrates may be subjected to regrinding before upgrading in subsequent stages of cleaner flotation.
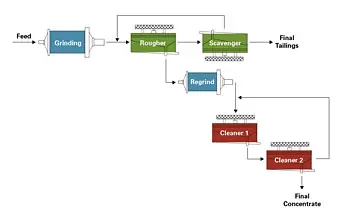
As shown in the figure (right), a typical flotation flowsheet might include rougher flotation followed by scavenger flotation. The rougher and scavenger concentrates may be reground to a predetermined liberation size and then subjected to two or three stages of cleaner flotation to produce a final flotation concentrate. Cleaner flotation tailings is an intermediate product and is recycled within the flotation circuit.
Many ores contain multiple valuable minerals that can be floated into separate concentrates. Examples would include a lead-zinc ore, in which the lead and zinc minerals are recovered sequentially into separate concentrates. Another example would be a copper-molybdenum ore in which the copper and molybdenum minerals are first recovered into a bulk copper-molybdenum concentrate, which is subsequently conditioned with appropriate specific reagents and then processed to produce separate copper and molybdenum concentrates.
Each ore is different, and requires laboratory testing to evaluate the grind size, slurry pH, slurry density, required reagents and retention time to maximise recovery of the desired minerals into a flotation concentrate. Testwork necessary to define the design parameters for a flotation circuit generally includes:
- Grindability studies to establish grinding power requirements
- Chemical and mineralogical analyses of test composites to establish ore grades, mineral associations and liberation characteristics
- Reagent evaluations required for rougher and cleaner flotation, including:
o slurry pH
o collector dosages and types
o mineral depressants and activators
o frothers
- Rougher flotation grind-size versus recovery, including flotation of timed concentrates to evaluate flotation retention time requirements
- Cleaner flotation grind-size versus recovery, also with timed flotation concentrates
- Locked-cycle flotation tests under optimised conditions to evaluate the effect of recirculating intermediate test products on overall mineral recovery and concentrate grade
- Thickening tests on flotation tailings and final flotation concentrates
- Filtration tests on the final flotation concentrate.
It should be noted that flotation retention times determined by laboratory testing are generally scaled-up by a factor (depending on the mineral in question) to establish the retention requirements needed in a commercial concentrator.